


AUTORES
WILMER TÁLAGA ZUÑIGA
YILMAR HOYOS
ISABEL CABRERA
SARABINO ALEGRIA
UNIVERSIDAD DEL CAUCA
FACULTAD DE INGENIERÍA ELECTRÓNICA Y TELECOMUNICACIONES
PROGRAMA DE AUTOMÁTICA INDUSTRIAL
INGENIERÍA DE LA PRODUCCION
FORMADO CALIENTE Y FRIO
FORMADO EN CALIENTE Y FRIO
En el trabajo se mostrarán los procesos de formado
en frío y caliente, destacando sus conceptos y
desarrollando ejemplos de éstos ya que es muy
importante el conocimiento de la Ciencia de los
Materiales, puesto que ésta proporciona las
herramientas necesarias para comprender el
comportamiento general de cualquier material.
Mediante el desarrollo del trabajo presentaremos las
características que poseen los materiales en
formado de frio y caliente, éstas son:
- TRABAJO EN FRÍO
Mejor precisión
Menores tolerancias
Mejores acabados superficiales
Mayor dureza de las partes
Requiere mayor esfuerzo
- TRABAJO EN CALIENTE
Mayores modificaciones a la forma de la
pieza de trabajo
Menores esfuerzos
Opción de trabajar con metales que se
fracturan cuando son trabajados en frío
A continuación encontraremos el desarrollo del
trabajo donde se expone qué es formado en frío y
caliente.






- TIPOS DE FORMADO EN CALIENTE Y EN FRIO
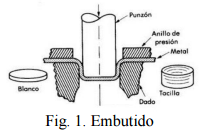
EMBUTIDO PROFUNDO Y PRENSADO
El embutido profundo es una extensión del
prensado en la que a un tejo de metal, se le da una
tercera dimensión considerable después de fluir a
través de un dado (Fig. 1). El prensado simple se
lleva a cabo presionando un trozo de metal entre un
punzón y una matriz, así como al indentar un blanco
y dar al producto una medida rígida. Latas para
alimentos y botes para bebidas, son los ejemplos
más comunes.

Como se verá más adelante, este proceso puede
llevarse a cabo únicamente en frío. Cualquier
intento de estirado en caliente, produce en el metal
un cuello y la ruptura. El anillo de presión en la Fig.
4, evita que el blanco se levante de la superficie del
dado, dando arrugas radiales o pliegues que tienden
a formarse en el metal fluyendo hacia el interior
desde la periferia del orificio del dado.
LAMINADO
Este es un proceso en el cual se reduce el espesor
del material pasándolo entre un par de rodillos
rotatorios (Fig. 2). Los rodillos son generalmente
cilíndricos y producen productos planos tales como
láminas o cintas. También pueden estar ranurados o
grabados sobre una superficie a fin de cambiar el
perfil, así como estampar patrones en relieve. Este
proceso de deformación puede llevarse a cabo, ya
sea en caliente o en frío.
El trabajo en caliente es usado muy ampliamente
porque es posible realizar un cambio en forma
rápida y barata. El laminado en frío se lleva a cabo
por razones especiales, tales como la producción de
buenas superficies de acabado o propiedades
mecánicas especiales. Se lamina más metal que el
total tratado por todos los otros procesos.
FORJADO
En el caso más simple, el metal es comprimido
entre martillo y un yunque y la forma final se
obtiene girando y moviendo la pieza de trabajo
entre golpe y golpe. Para producción en masa y el
formado de secciones grandes, el martillo es
sustituido por un martinete o dado deslizante en un
bastidor e impulsado por una potencia mecánica,
hidráulica o vapor.
Un dispositivo utiliza directamente el empuje hacia
abajo que resulta de la explosión en la cabeza de un
cilindro sobre un pistón móvil. Los dados que han
sustituido al martillo y al yunque pueden variar
desde un par de herramientas de cara plana (Fig. 3),
hasta ejemplares que tiene cavidades apareadas
capaces de ser usadas para producir las domas más
complejas
Si bien, el forjado puede realizarse ya sea con el
metal caliente o frío, el elevado gasto de potencia y
desgaste en los dados, así como la relativamente
pequeña amplitud de deformación posible, limita las
aplicaciones del forjado en frío. Un ejemplo es el
acuñado, donde los metales superficiales son
impartidos a una pieza de metal por forjado en frío.
El forjado en caliente se está utilizando cada vez
más como un medio para eliminar uniones y por las
estructuras particularmente apropiadas u
propiedades que pueden ser conferidas al producto
final. Es el método de formado de metal más
antiguo y hay muchos ejemplos que se remontan
hasta 1000 años A. C.
ESTIRADO
Este es esencialmente un proceso para la
producción de formas en hojas de metal. Las hojas
se estiran sobre hormas conformadas en donde se
deforman plásticamente hasta asumir los perfiles
requeridos (Fig. 4). Es un proceso de trabajo en frío
y es generalmente el menos usado de todos los
procesos de trabajo
EXTRUSIÓN
En este proceso un cilindro o trozo de metal es
forzado a través de un orificio por medio de un
émbolo, por tal efecto, el metal estirado y extruido
tiene una sección transversal, igual a la del orificio
del dado.
Hay dos tipos de extrusión, extrusión directa y
extrusión indirecta o invertida. En el primer caso, el
émbolo y el dado están en los extremos opuestos del
cilindro y el material es empujado contra y a través
del dado. En la extrusión indirecta el dado es
sujetado en el extremo de un émbolo hueco y es
forzado contra el cilindro, de manera que el metal es
extruido hacia atrás, a través del dado.

La extrusión puede llevarse a cabo, ya sea en
caliente o en frío, pero es predominantemente un
proceso de trabajo en caliente. La única excepción a
esto es la extrusión por impacto, en la cual el
aluminio o trozos de plomo son extruidos por un
rápido golpe para obtener productos como los tubos
de pasta de dientes. En todos los procesos de
extrusión hay una relación crítica entre las
dimensiones del cilindro y las de la cavidad del
contenedor, especialmente en la sección transversal.
Un ejemplo del proceso de extrusión por impacto,
se da en la Fig. 5.
ESTIRADO DE ALAMBRE
Una varilla de metal se aguza en uno de sus
extremos y luego estirada a través del orificio
cónico de un dado. La varilla que entra al dado tiene
un diámetro mayor y sale con un diámetro menor.
En los primeros ejemplos de este proceso, fueron
estiradas longitudes cortas manualmente a través de
una serie de agujeros de tamaño decreciente en una
"placa de estirado" de hierro colado o de acero
forjado.
En las instalaciones modernas, grandes longitudes
son estiradas continuamente a través de una serie de
dados usando un número de poleas mecánicamente
guiadas, que pueden producir muy grandes
cantidades de alambre, de grandes longitudes a alta
velocidad, usando muy poca fuerza humana.
Usando la forma de orificio apropiada, es posible
estirar una variedad de formas tales como óvalos,
cuadrados, hexágonos, etc., mediante este proceso.
PROCESO DE TROQUELADO
El proceso de troquelado es una operación en la
cual se cortan láminas sometiéndolas a esfuerzos
cortantes, desarrollados entre un punzón y una
matriz, se diferencia del cizallado ya que este
último solo disminuye el tamaño de lámina sin darle
forma alguna. El producto terminado del troquelado
puede ser la lámina perforada o las piezas
recortadas. Algunos ejemplos de este proceso son:
Arandelas, chapas punzonadas y las escuadras.
PROCESO DE DOBLADO
El doblado de metales es la deformación de láminas
alrededor de un determinado ángulo. Los ángulos
pueden ser clasificados como abiertos (si son
mayores a 90 grados), cerrados (menores a 90°) o
rectos. Durante la operación, las fibras externas del
material están en tensión, mientras que las interiores
están en compresión. El doblado no produce
cambios significativos en el espesor de la lámina
metálica. Ejemplos: tubos, varillas y laminas.
PROCESO DE CIZALLADO
El proceso de cizallado es una operación de corte de
láminas que consiste en disminuir la lámina a un
menor tamaño. Para hacerlo el metal es sometido a
dos bordes cortantes. El cizallado suele ser en frío
en especial con material delgado de muchas clases
tales como guillotinado de papeles de fibras,
telas, cerámica, plásticos, caucho, productos de
madera y la mayoría de los metales.
FUNDICON
LA FUNDICIÓN COMO PROCESO DE MANUFACTURA
La fundición es uno de los procesos de
manufactura que más se han utilizado a
través de la historia para la producción de
piezas, sin embargo, la sociedad sólo la
relaciona con los metales, aunque también
se aplica al plástico. El campo de los
metales se ha trabajado en un mayor
porcentaje desde el crecimiento de la
producción industrial, debido a que estos
son una parte importante de la estructura
de las máquinas, tales como vehículos,
utensilios, materiales, entre otros. Así
mismo, la fundición de plástico ha
proporcionado un avance tanto en la vida
cotidiana como a nivel industrial debido a
que las ventajas que ofrece éste material
son varias, entre ellas son: seguridad, es un
material liviano, versatilidad, son
resistentes y duraderos, entre otras.
¿Qué es la fundición?
Proceso de producción de piezas
comúnmente metálicas pero también de
plástico, por vaciado del material fundido
dentro de un molde y que luego es enfriado
y solidificado. Una vez que la pieza se
encuentra en estado sólido formando una
copia exacta del molde es extraída para
darle algunos otros detalles con el fin de
ser comercializada o ensamblada.
El tipo más común de molde de fundición
es hecho de arena y arcilla, debido a la
abundancia de este material y también a la
resistencia que tiene al calor, en donde el
diseño forma una cavidad en la cual se
vaciará el material fundido, permitiendo
además que los gases se liberen al
ambiente a tiempo que se vierte el metal
fundido.
Aleaciones para fundición de metales
Aleaciones ferrosas
a. Fundiciones de aluminio
- Propiedades mecánicas:
Resistencia a la tracción
Ductilidad
Impacto al choque
Resistencia al desgaste
Resistencia a la corrosión
Resistencia al calor
Maquinabilidad
- Aplicaciones:
Empleados para la fabricaciones
piezas de aeroplanos
Se complementan en canales de
coladas o bebederos y
producciones de lingotes excepto
en los procedimientos ácidos al
arco eléctrico y hornos de alta
frecuencia
En las fuerzas armadas para
artillería, buques y aviones
En donde se requieren servicios en
condiciones de cargas dinámicas y
esfuerzos por impacto y fatiga
En trenes de laminación, buques o
instalaciones marítimas
b. Hierro
- Propiedades mecánicas:
Resistencia a la corrosión
Resistencia a la tracción
Capacidad de amortiguamiento
Facilidad de maquinado
Fundición
- Aplicaciones:
fundirse, su costo moderado y sus
propiedades.
Se utilizan en la fabricación de
mandíbulas o quijadas de
quebradoras, rodillo con temple
superficial o ruedas de coche,
vagones de ferrocarril.
Aleaciones no ferrosas
a. Fundiciones de aluminio
- Propiedades mecánicas:
Resistencia a la corrosión
Ductilidad y maleabilidad
Bajo punto de fusión
Conductividad calorífica
- Aplicaciones:
Se utiliza en la construcción
aeronáutica y ferrocarril donde se
requieran piezas ligeras de alta
resistencia.
Para la fabricación de utensilios de
cocina, sartenes ollas, etc.
Construcción de puertas y
ventanas.
Fabricación de tanques de
ferrocarril, aparatos eléctricos.
b. Aleaciones de cobre
- Propiedades mecánicas:
Conductividad eléctrica y
calorífica
Resistencia a la corrosión
Ductilidad y maquinabilidad
Permite ser trabajado mediante
forja
- Aplicaciones:
Conformación de laminas
Intercambiadores de calor
Evacuadores de calor en
refrigeración
Las aleaciones de latón se utilizan
en conexiones, tubos de tanques o
con depósitos.
Núcleos de radiadores y remaches
en sistemas de conducción de agua
y gasolina.
c. Aleaciones de bronce
- Propiedades mecánicas:
Pureza de sonido
Resistencia a la corrosión
En menor grado: conductividad
térmica y eléctrica.
- Aplicaciones:
Fabricaciones de resortes y discos
de embrague por la alta resistencia
mecánica
Se utilizan en tanques, recipientes
de presión y líneas o tuberías a
presión hidráulica. Por su
resistencia a la corrosión.
Para tubos de condensadores,
tuercas y pernos por la elevada
resistencia a la tensión y fatiga.
En instrumentos quirúrgicos.
Fundición en moldes de desechables
Fundición en arena
Utilizar arena permite trabajar con metales
con altos puntos de fundición como el
acero y el níquel.
El proceso general de la fundición en arena
comienza con la fabricación del modelo de
la pieza a fundir, luego este modelo se
coloca entre la arena para generar una
cavidad y se ubican los sistemas de
alimentación que guiarán el metal fundido
hacia las cavidades del molde.
Una vez el metal se solidifica al interior de
dicha cavidad, se destruye el molde y se
extrae la pieza terminada, para luego
realizarle los últimos acabados.
Para este proceso escoger el tipo de grano
de arena es fundamental. Los granos finos
permiten un mejor acabado del molde y así
de la pieza, sin embargo, reducen la
permeabilidad del molde. Para ello se
utiliza bentonita que mejora la resistencia
y estabilidad del molde.
Fundición por cera perdida
También se la conoce como fundición de
precisión y fundición por revestimiento.
Con éste proceso se pueden obtener piezas
con geometrías complejas, ya que la
fabricación del molde parte de un modelo
de la pieza fabricado con una mezcla de
cera que a la vez incluye el sistema de
alimentación. A partir de dicho modelo, se
elabora un molde en cerámica en el que
quedan impresos, con gran exactitud, los
rasgos de la pieza.
Fundición con Poliestireno expandido
El Poliestireno expandido es un material
plástico espumado, derivado del
Poliestireno y utilizado en el sector de los
empaques, puesto que este material no se
pudre.
El proceso de fundición con Poliestireno
expandido utiliza un molde en arena que
recubre el patrón en poliestireno. Luego de
estar recubierto el modelo se procede a
vaciar el metal dentro del molde en arena
y de ésta forma el poliestireno se vaporiza.
Fundición en moldes permanentes
Los moldes permanentes por lo general se
componen de dos mitades metálicas que al
unirse generan la cavidad y todo el sistema
de alimentación, estas dos mitades se
fabrican maquinadas, lo cual garantiza un
muy buen acabado superficial y una alta
precisión dimensional en el producto
fundido.
Al iniciar el proceso las dos mitades del
molde se unen y se precalientan para evitar
el choque térmico entre el metal fundido y
la cavidad del molde. Después, el molde se
refrigera para proceder a la extracción de
la pieza.
Los metales típicos a fundir en moldes
permanentes son las aleaciones de
aluminio, magnesio y cobre.
El tipo de fundición que se lleva a cabo con
este proceso también se denomina
fundición por presión así, partiendo de la presión que se utiliza para llenar la cavidad
del molde, los procesos se clasifican en:
- Fundición por gravedad
Es el proceso más sencillo de los de molde
permanente. En este el metal fundido se
vierte dentro de la cavidad y sólo se utiliza
la fuerza de la gravedad para garantizar
que la cavidad se llene completamente del
material.

- Fundición en molde permanente a
baja presión
En la fundición a baja presión el metal
líquido fluye debido a una presión que se
aplica desde abajo y lo obliga a llenar la
cavidad del molde.

- Fundición en vacío
Este proceso es muy similar al de baja presión. Se diferencia en que en la cavidad del molde se genera vacío y la diferencia de presión entre la cavidad y el crisol con metal fundido que se encuentra a presión atmosférica, obliga al metal a llenar la cavidad.
- Fundición a alta presión
En este método, también conocido como
inyección en matriz, el metal es forzado
por un pistón al llenar el molde debido a
que se utilizan presiones de hasta 100000
psi, esta presión debe mantenerse hasta
que la pieza se solidifique y se pueda
retirar de la cavidad.

Hornos
Los hornos que se usan para fundir metales
varían mucho entre su capacidad y diseño.
- Los hornos de crisol
Trabajan por combustión de gas el cual
calienta el crisol que contiene el material a
fundir, también puede ser calentado
utilizando energía eléctrica, con lo que se
conoce horno de inducción.

- Hornos eléctricos
El tipo más sencillo es el horno de resistencia, en el que se genera calor haciendo pasar una corriente eléctrica por un elemento resistivo que rodea las paredes internas del horno. Son muy usados cuando se necesita un control exacto de temperatura
Fundición de los plásticos
Son materiales formados por moléculas
muy grandes llamadas polímeros. Están
compuestos fundamentalmente de carbono
y otros elementos como el hidrógeno, el
oxígeno, hidrógeno o el azufre. Estas
moléculas forman estructuras muy
resistentes, que permiten moldeo mediante
presión y calor.
Procesos de manufactura de los plásticos
Dependiendo del tipo de plástico existen
diferentes formas de manufacturarlo. Los
que son termoplásticos son producidos por
procesos de inyección, extrusión, soplado,
termo formado.
- Inyección
Consiste en introducir el plástico
granulado, dentro de un cilindro que se
calienta. En el interior del cilindro
contiene un tornillo sinfín que actúa como
un émbolo. Cuando el plástico se funde, el
Fundición 8
tornillo sinfín lo inyecta a alta presión en
el interior de un molde de acero para darle
forma.
- Extrusión
Es un proceso continuo, en el que la resina
es fundida por la acción de la temperatura
y fricción, es forzada a pasar a través de un
dado que le proporciona una forma
definida, y enfriada finalmente para evitar
deformaciones permanentes.
Se utiliza un tornillo sinfín dentro de un
cilindro metálico, el cual se encuentra
revestido de resistencias calefactoras. El
polímero es transportado desde la tolva a
través de la cámara de calentamiento, hasta
el punto de descarga, donde se encuentra
el dado que le da la forma específica.
Se fabrican por éste proceso: tubos,
películas, mangueras, láminas, filamentos,
etc.

Procesos de moldeo de plásticos
- Colada
La colada consiste en el vertido del material plástico en estado líquido dentro de un molde donde se fragua y se solidifica.
- Calandrado
Consiste en hacer pasar el material plástico en estado líquido a través de unos rodillos que producen mediante presión, láminas de plástico flexibles de diferente espesor
- Calandrado
EMPRESAS DE FUNDICION
se ubica en la ciudad de bogota, Elaboramos y proveemos productos a diferentes empresas tales como ETB, EPM, Empresade Acueducto de Bogota, Codensa.
Ubicada en el municipio de Medellín,
Fundiciones Industriales S.A. también
conocida como FINSA, es una empresa
que pertenece al sector metalmecánico y
que se encuentra dedicada a la fabricación
de piezas por medio de fundición de
metales ferrosos como hierro gris, blanco,
nodular y ni-hard y no ferrosos como
aluminio.
Los productos están dirigidos a satisfacer
las necesidades de clientes de los sectores
de la industria del sector mecánico,
automotriz, cementero, civil,
construcción, alimenticio, orfebre,
metalmecánico, agroindustrial, gimnasios,
entre otros.
Multinacional de fundición y fabricación
de equipos para fundición ubicada en
Brasil
México
Canadá
Usa
Australia
Inglaterra
Francia
España
Alemania
Turquía
Rusia
India
China
Taiwán
Corea
Japón
MAQUINADO
MAQUINADO CONVENCIONAL Y ESPECIAL
MAQUINADO CONVENCIONAL
Entra la enorme gama de maquinas de las que se
sirve el hombre para facilitar y hacer más
cómodo su trabajo, hay unas cuantas a las que
se les puede considerar como las madres de
todos las demás: Son las llamadas maquinas-herramientas.
Todas ellas tienen en común la utilización de
una herramienta de corte específica. Su trabajo
consiste en dar forma a cualquier pieza o
componente de máquina basándose en la técnica
de arranque de viruta, troquelado o otros
procedimientos especiales.
Tipos de maquinado convencional
- Aserrado:
El aserrado es una operación de desbaste que se
realiza con la hoja de sierra por arranque de
viruta y cuyo objeto es cortar el material, parcial
o totalmente. Esta operación, llevada
racionalmente, resulta productiva, ya que el
trabajo se efectúa con notable rapidez, evitando
a veces el trabajo laborioso de otras
herramientas y además con poca pérdida de
material. En la práctica industrial se emplean
sierras alternativas, circulares y de cinta para el
corte de barras y piezas en desbaste, y el
aserrado a mano, sólo en aquellos trabajos en
que los anteriores no pueden aplicarse por
razones técnicas o económicas.
- Brochado:
El brochado es un procedimiento de mecanizado
por arranque de viruta cuya herramienta se
denomina brocha, tiene forma de barra y su
superficie está provista de múltiples dientes. La
operación de brochado consiste en hacer pasar
la brocha, forzadamente, por un orificio
cilíndrico o por la superficie exterior de la pieza,
con el fin de obtener progresivamente el perfil
de la brocha empleada.
- Rimado:
Es el método para hacer orificios de gran
precisión y buen acabado superficial.
- Mandrinado:
Se llama mandrinado a una operación de
mecanizado que se realiza en agujeros de piezas
ya realizados para obtener mayor precisión
dimensional, mayor precisión geométrica o una
menor rugosidad superficial, pudiéndose utilizar
para agujeros cilíndricos como cónicos, así
como para realizar roscas interiores.
Entre otros tipos de maquinado convencional
estos son algunos ejemplos.
MAQUINADO ESPECIAL
La mayoría de los procesos tradicionales de
maquinado quitan material formando virutas, o
lo hacen por abrasión. No obstante, existen
numerosos casos en que estos procesos no son
satisfactorios o simplemente no son posibles por
alguna de las siguientes razones:
• El material tiene dureza o resistencia muy
elevada, o el mismo es demasiado frágil
• La pieza es demasiado flexible o resulta difícil
sujetar las partes
• La forma de la pieza es compleja
• El acabado superficial y la tolerancia
dimensional son muy rigurosos.
• El aumento de la temperatura y los esfuerzos
residuales en la pieza no son deseables ni
aceptables.
Tipos de maquinado especial
- Electroerosión:
Su principio de funcionamiento se basa en la
erosión de los metales mediante chispas de
descarga eléctrica. La herramienta de formado y
la pieza están conectadas a una fuente de
corriente continua, ambas inmersas en un fluido
dieléctrico (aceite mineral).Las funciones del
mismo son actuar como aislante hasta cierta
diferencia de potencial, limpiar y retirar
desechos, y servir de refrigerante. Cuando la
diferencia de potencial entre la herramienta y la
pieza llega a un valor crítico, se descarga una
chispa que atraviesa el fluido y quita una
cantidad pequeña de metal de la superficie de la
pieza.
- Maquinado con rayo láser:
La energía luminosa proveniente de una fuente
láser que se concentra sobre la superficie
fundiendo y evaporando de forma controlada la
pieza Los parámetros relevantes son la
reflectividad y la conductividad térmica de la
pieza, así como sus calores específicos y
latentes de fusión y evaporación.
- Maquinado con haz de electrones y corte con
arco de plasma:
La fuente de energía está formada por electrones
de alta energía que chocan con la superficie dela
pieza y generan calor. Se usan voltajes del orden
de los 100kV para llevar a los electrones a
velocidades de casi el 80% de la velocidad de la
luz.
- Maquinado con chorro de agua:
En este método se utiliza la fuerza debida al
cambio de la cantidad de movimiento del chorro
en operaciones de corte y desbarbado. El chorro
funciona como una sierra y corta una ranura
angosta en la pieza.
Entre otros tipos de maquinado especial estos
son algunos ejemplos.
INICIO
PROCESOS INDUSTRIALES
Un proceso es comprendido como todo desarrollo sistemático que conlleva una serie de pasos ordenados u organizados, que se efectúan o suceden de forma alternativa o simultánea, los cuales se encuentran estrechamente relacionados entre sí y cuyo propósito es llegar a un resultado preciso. Desde una perspectiva general se entiende que el devenir de un proceso implica una evolución en el estado del elemento sobre el que se está aplicando el mismo hasta que este desarrollo llega a su conclusión.
De esta forma, un proceso industrial acoge el conjunto de operaciones diseñadas para la obtención, transformación o transporte de uno o varios productos primarios.
De manera que el propósito de un proceso industrial está basado en el aprovechamiento eficaz de los recursos naturales de forma tal que éstos se conviertan en materiales, herramientas y sustancias capaces de satisfacer más fácilmente las necesidades de los seres humanos y por consecuencia mejorar su calidad de vida.
MANUFACTURA
A este se le conoce como un producto industrial, es decir, es la transformación de las materias primas en un producto totalmente terminado, que ya está en condiciones de ser destinado a la venta. La manufactura engloba a una variedad enorme, artesanía, alta tecnología, entre otros, aunque generalmente al término se lo aplica para referirse a la producción industrial que transforma las materias primas en bienes terminados.
METALURGIA DE POLVOS
METALURGIA DE POLVOS
¿Qué es?
Es un proceso de manufactura que a partir de polvos y después
de su compactación para darles una forma definida
(compactado), se calientan en una atmósfera controlada
(sinterizado), para luego obtener una pieza.
SUBPROCESOS
- Obtención de polvos
Generalmente se realiza a partir de metales puros, tales como
hierro, cobre, estaño, aluminio, níquel y titanio aleaciones
como latones, bronces, aceros y aceros inoxidables o polvos
pre-aleados.
Esta obtención se puede obtener de distintos métodos, tales
como: atomización en estado líquido, atomización con
electrodo fungible (electrólisis), Reducción de óxidos
metálicos, Pulverización mecánica y Condensación de vapores
metálicos.
- Dosificación de mezcla
Generalmente, para obtener las características requeridas será
necesario mezclar polvos de tamaños y composiciones
diferentes. Igualmente se puede añadir aditivos que actúen
como lubricantes durante el compactado o aglutinantes que
incrementen la resistencia del compactado crudo.
- Compactación
La mezcla es introducida en un molde de acero o carburo
rígido y presionado para obtener la forma deseada. La presión
a la cual se somete la mezcla durante esta etapa es de 150–900
MPa. La mezcla debe ser presionada lo suficiente para que
soporte la fuerza de la eyección del molde y que pueda ser
movida antes del sinterizado. El compactado es una etapa muy
importante ya que la forma y las propiedades mecánicas
finales de la pieza están fuertemente relacionadas con la
densidad al presionar. Por esto, la obtención de buenas
densidades en la pieza depende en un alto grado de el diseño
de la herramienta que aplica la presión. Las siguientes son
consideraciones que se deben tener al diseñar una herramienta
para el compactado.
- Compatación semi-caliente
La compactación semi-caliente nos permite aumentar la
densidad del compactado considerablemente con un costo
extra muy bajo. Este método utiliza la maquinaria y el polvo
metálico que se usa en el proceso convencional. Lo único que
requiere es que la mezcla, el molde y toda la herramienta
utilizada para la compactación sea calentada a una temperatura
de 130o – 1500C. Un lubricante que permite bajar su
porcentaje en peso en la mezcla a sólo 0.6 % fue desarrollado
para poder realizar la compactación semi-caliente. Además
existe un incremento significativo en la fuerza del
compactado, reduciendo así los riesgos de daño en su manejo.
Al usar este método y una vez la pieza es sinterizada la
resistencia de la pieza es incrementada más o menos en un
10% y consigue un cambio dimensional casi de cero.
- Torerancia
Aunque la pieza hecha por presión puede tener una calidad de
tolerancias dimensionales muy alta, estas se pueden ver
afectadas por la etapa de sinterización. Una nueva etapa de
compactación puede servir para mejorar los niveles de las
tolerancias dimensiónales.
Fuera de las etapas del proceso normal, los tratamientos
térmicos pueden llevar a drásticos cambios en las
dimensiones. Por esto hay que tener conciencia, al diseñar el
proceso, de los tratamientos térmicos y del uso final de la
pieza.
- Sinterizado
Consiste en el calentamiento en horno de mufla con atmósfera
controlada a una temperatura en torno al 75% de la de fusión.
En general, los hornos son continuos con tres cámaras.
- Operaciones de acabado
Acuñado: Prensado posterior al sinterizado para reducir las
tolerancias dimensionales de la pieza y obtener un mejor
acabado superficial.
Impregnación: Para penetrar en la red porosa del material,
bien con aceite, caso de los cojinetes, o bien con metal fundido
cuando no se desee que el material sea poroso.
VENTAJAS Y DESVENTAJAS
Ventajas:
- No se desperdicia material, Precisión dimensional y buen acabado, Tiempo de fabricación corto y costos reducidos, Piezas imposibles por otros medios.
- La producción de carburos sinterizados, cojinetes porosos y bimetálicos de capas moldeadas, sólo se puede producir por medio de este proceso.
- Porosidad controlada
- Tolerancias reducidas y acabado superficial de alta calidad
- Por la calidad y pureza de los polvos producidos, se pueden obtener también piezas de alta pureza.
- No se requieren operarios con alta capacitación
Desventajas:
- Elevado costo de las matrices de compactado, Características mecánicas inferiores debido a la porosidad del material, Limitaciones de diseño: sección uniforme en la dirección de compactado, esbeltez limitada.
- Los polvos son caros y difíciles de almacenar
- El costo del equipo para la producción de los polvos es alto
- Algunos productos pueden fabricarse por otros procedimientos más económicamente
- Es difícil hacer productos con diseños complicados
- Existen algunas dificultades térmicas en el proceso de sinterizado, especialmente con los materiales de bajo punto de fusión.
- Algunos polvos de granos finos presentan riesgo de explosión, como aluminio, magnesio, zirconio y titanio.
- Es difícil fabricar productos uniformes de alta densidad.
ALGUNOS PRODUCTOS FABRICADOS POR ESTE PROCEDIMIENTO
- Filtros metálicos
- Carburos cementados
- Engranes y rotores para bombas
- Escobillas para motores
- Cojinetes porosos
- Magnetos
- Contactos eléctricos
PROCESO DE ENSAMBLADO
PROCESO DE ENSAMBLADO
¿Qué es una línea de ensamblaje?
Ésta se distingue por estar formada por estaciones de trabajo a través de las cuales circula el
producto en proceso hasta ser terminado. En el desarrollo de un producto aplican los distintos
tipos de ensamble de manera adecuada a la naturaleza del proceso y funcionalidad. Es importante
tener en cuenta el concepto de ensamble, que se basa en la unión de dos o más partes para formar
un nuevo prototipo en el cual, sus componentes quedan unidos de forma no permanente,
semipermanente o permanente.
Las líneas de ensamble son un tipo de proceso de manufactura utilizado para unir piezas
complejas como automóviles y otros equipos de transporte, bienes electrónicos y
electrodomésticos. Ésta línea está conformada como una organización secuencial de
trabajadores, herramientas o máquinas y partes. Con el fin de que perdure en lo más mínimo la
intervención de trabajadores.
- Método no permanente
Es un ensamble mecánico en el que se aseguran dos o más partes en
una unión que puede desarmarse cuando convenga, llevado a cabo por tornillos, tuercas, entre
otros.
- Método semipermanente
Se basa en técnicas de ensamble mecánico que forman uniones
más permanentes; por último el método permanente, consta de la unión de partes de manera fija
con soldadura eléctrica o de gas, soldadura blanda, o dura y algunos adhesivos. La soldadura se
efectúa con el uso de calor, de presión o ambos.
OPERATIVIDAD DE LA LÍNEA
Según HENRY FORD se debería basar en cuatro conceptos:
-Partes intercambiables
-Flujos continuos
-División de trabajo
-Reducción de esfuerzos
Ford dividió las operaciones de montaje en 84 pasos con cada trabajador capacitado para realizar
un paso específico. Mientras, una cinta transportadora se utilizaba para bajar el chasis del
automóvil mientras los trabajadores añadían las partes al coche.
Los trabajadores también disfrutaron de los beneficios de la cadena de montaje. La asignación de
cada trabajador a una sola estación redujo las lesiones. Además, la disminución de los tiempos de
producción permitió a Ford reducir las horas de trabajo de nueve a ocho. Ford también utilizó el
aumento de los márgenes para incrementar el sueldo de sus empleados, de modo que pudieran
comprar los coches que producían, que es exactamente lo que hicieron.
La línea de montaje de automóviles creado por Ford sigue siendo la forma más eficaz de
fabricación. Hoy en día, las líneas de producción incluyen sistemas robóticos, sistemas de
imágenes y escáneres de código de barras para maximizar la eficiencia. La serie lectores de
código de barras industrial PowerScan de Datalogic se utiliza en los entornos de fabricación
modernos, como las plantas de automoción. El PowerScan ayuda a los fabricantes a realizar
múltiples aplicaciones en la línea de producción, tales como el seguimiento de componentes,
control de calidad, la reposición, la hora y el análisis de costos y mucho más. La tecnología de
Datalogic permite incrementar el rendimiento de las operaciones de fábrica y salvaguardar los
productos que llegan a sus clientes finales.
Ejemplos:
- Claro de una ensambladora en Colombia es GM colmotores establetica en Bogota, manufactura modelos como General Motors, GM Daewoo, Isuzu, Suzuki, Qingling Motors, SAIC Motor y de Opel para el mercado local, todos estos para la marca de uno de las empresas líderes en el mundo de automóviles Chevrolet.
- Siemens es una de las empresas de ensamble muy reconocidas a nivel mundial, trabajando para la marca de automóviles volkswagen, aportando a esta su gran desarrollo tecnológico para lograr así un producto moderno y eficaz
- Global Motor S.A. es una empresa líder en el mercado colombiano, en la fabricación, ensamble, venta y renta de motobombas diesel para sectores industriales tales como construcción, minería, exploración petrolera, obras públicas, atención de emergencias, proyectos de infraestructura y el agro.