


FORMADO EN CALIENTE Y FRIO
En el trabajo se mostrarán los procesos de formado
en frío y caliente, destacando sus conceptos y
desarrollando ejemplos de éstos ya que es muy
importante el conocimiento de la Ciencia de los
Materiales, puesto que ésta proporciona las
herramientas necesarias para comprender el
comportamiento general de cualquier material.
Mediante el desarrollo del trabajo presentaremos las
características que poseen los materiales en
formado de frio y caliente, éstas son:
- TRABAJO EN FRÍO
Mejor precisión
Menores tolerancias
Mejores acabados superficiales
Mayor dureza de las partes
Requiere mayor esfuerzo
- TRABAJO EN CALIENTE
Mayores modificaciones a la forma de la
pieza de trabajo
Menores esfuerzos
Opción de trabajar con metales que se
fracturan cuando son trabajados en frío
A continuación encontraremos el desarrollo del
trabajo donde se expone qué es formado en frío y
caliente.






- TIPOS DE FORMADO EN CALIENTE Y EN FRIO
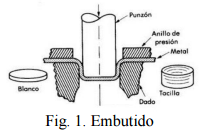
EMBUTIDO PROFUNDO Y PRENSADO
El embutido profundo es una extensión del
prensado en la que a un tejo de metal, se le da una
tercera dimensión considerable después de fluir a
través de un dado (Fig. 1). El prensado simple se
lleva a cabo presionando un trozo de metal entre un
punzón y una matriz, así como al indentar un blanco
y dar al producto una medida rígida. Latas para
alimentos y botes para bebidas, son los ejemplos
más comunes.

Como se verá más adelante, este proceso puede
llevarse a cabo únicamente en frío. Cualquier
intento de estirado en caliente, produce en el metal
un cuello y la ruptura. El anillo de presión en la Fig.
4, evita que el blanco se levante de la superficie del
dado, dando arrugas radiales o pliegues que tienden
a formarse en el metal fluyendo hacia el interior
desde la periferia del orificio del dado.
LAMINADO
Este es un proceso en el cual se reduce el espesor
del material pasándolo entre un par de rodillos
rotatorios (Fig. 2). Los rodillos son generalmente
cilíndricos y producen productos planos tales como
láminas o cintas. También pueden estar ranurados o
grabados sobre una superficie a fin de cambiar el
perfil, así como estampar patrones en relieve. Este
proceso de deformación puede llevarse a cabo, ya
sea en caliente o en frío.
El trabajo en caliente es usado muy ampliamente
porque es posible realizar un cambio en forma
rápida y barata. El laminado en frío se lleva a cabo
por razones especiales, tales como la producción de
buenas superficies de acabado o propiedades
mecánicas especiales. Se lamina más metal que el
total tratado por todos los otros procesos.
FORJADO
En el caso más simple, el metal es comprimido
entre martillo y un yunque y la forma final se
obtiene girando y moviendo la pieza de trabajo
entre golpe y golpe. Para producción en masa y el
formado de secciones grandes, el martillo es
sustituido por un martinete o dado deslizante en un
bastidor e impulsado por una potencia mecánica,
hidráulica o vapor.
Un dispositivo utiliza directamente el empuje hacia
abajo que resulta de la explosión en la cabeza de un
cilindro sobre un pistón móvil. Los dados que han
sustituido al martillo y al yunque pueden variar
desde un par de herramientas de cara plana (Fig. 3),
hasta ejemplares que tiene cavidades apareadas
capaces de ser usadas para producir las domas más
complejas
Si bien, el forjado puede realizarse ya sea con el
metal caliente o frío, el elevado gasto de potencia y
desgaste en los dados, así como la relativamente
pequeña amplitud de deformación posible, limita las
aplicaciones del forjado en frío. Un ejemplo es el
acuñado, donde los metales superficiales son
impartidos a una pieza de metal por forjado en frío.
El forjado en caliente se está utilizando cada vez
más como un medio para eliminar uniones y por las
estructuras particularmente apropiadas u
propiedades que pueden ser conferidas al producto
final. Es el método de formado de metal más
antiguo y hay muchos ejemplos que se remontan
hasta 1000 años A. C.
ESTIRADO
Este es esencialmente un proceso para la
producción de formas en hojas de metal. Las hojas
se estiran sobre hormas conformadas en donde se
deforman plásticamente hasta asumir los perfiles
requeridos (Fig. 4). Es un proceso de trabajo en frío
y es generalmente el menos usado de todos los
procesos de trabajo
EXTRUSIÓN
En este proceso un cilindro o trozo de metal es
forzado a través de un orificio por medio de un
émbolo, por tal efecto, el metal estirado y extruido
tiene una sección transversal, igual a la del orificio
del dado.
Hay dos tipos de extrusión, extrusión directa y
extrusión indirecta o invertida. En el primer caso, el
émbolo y el dado están en los extremos opuestos del
cilindro y el material es empujado contra y a través
del dado. En la extrusión indirecta el dado es
sujetado en el extremo de un émbolo hueco y es
forzado contra el cilindro, de manera que el metal es
extruido hacia atrás, a través del dado.

La extrusión puede llevarse a cabo, ya sea en
caliente o en frío, pero es predominantemente un
proceso de trabajo en caliente. La única excepción a
esto es la extrusión por impacto, en la cual el
aluminio o trozos de plomo son extruidos por un
rápido golpe para obtener productos como los tubos
de pasta de dientes. En todos los procesos de
extrusión hay una relación crítica entre las
dimensiones del cilindro y las de la cavidad del
contenedor, especialmente en la sección transversal.
Un ejemplo del proceso de extrusión por impacto,
se da en la Fig. 5.
ESTIRADO DE ALAMBRE
Una varilla de metal se aguza en uno de sus
extremos y luego estirada a través del orificio
cónico de un dado. La varilla que entra al dado tiene
un diámetro mayor y sale con un diámetro menor.
En los primeros ejemplos de este proceso, fueron
estiradas longitudes cortas manualmente a través de
una serie de agujeros de tamaño decreciente en una
"placa de estirado" de hierro colado o de acero
forjado.
En las instalaciones modernas, grandes longitudes
son estiradas continuamente a través de una serie de
dados usando un número de poleas mecánicamente
guiadas, que pueden producir muy grandes
cantidades de alambre, de grandes longitudes a alta
velocidad, usando muy poca fuerza humana.
Usando la forma de orificio apropiada, es posible
estirar una variedad de formas tales como óvalos,
cuadrados, hexágonos, etc., mediante este proceso.
PROCESO DE TROQUELADO
El proceso de troquelado es una operación en la
cual se cortan láminas sometiéndolas a esfuerzos
cortantes, desarrollados entre un punzón y una
matriz, se diferencia del cizallado ya que este
último solo disminuye el tamaño de lámina sin darle
forma alguna. El producto terminado del troquelado
puede ser la lámina perforada o las piezas
recortadas. Algunos ejemplos de este proceso son:
Arandelas, chapas punzonadas y las escuadras.
PROCESO DE DOBLADO
El doblado de metales es la deformación de láminas
alrededor de un determinado ángulo. Los ángulos
pueden ser clasificados como abiertos (si son
mayores a 90 grados), cerrados (menores a 90°) o
rectos. Durante la operación, las fibras externas del
material están en tensión, mientras que las interiores
están en compresión. El doblado no produce
cambios significativos en el espesor de la lámina
metálica. Ejemplos: tubos, varillas y laminas.
PROCESO DE CIZALLADO
El proceso de cizallado es una operación de corte de
láminas que consiste en disminuir la lámina a un
menor tamaño. Para hacerlo el metal es sometido a
dos bordes cortantes. El cizallado suele ser en frío
en especial con material delgado de muchas clases
tales como guillotinado de papeles de fibras,
telas, cerámica, plásticos, caucho, productos de
madera y la mayoría de los metales.








Prácticamente todas las industrias manufactureras tienen el potencial de beneficiarse de los metales embutidos para el proceso de fabricación. Si bien esta técnica se usa a menudo para fabricar piezas de componentes pequeños, en esta oportunidad nos enfocaremos en la embuticion profunda de chapa de piezas grandes.
ResponderBorrarProductos de todas las formas y tamaños se pueden crear económicamente, a través del proceso de embutición profunda. Todo, desde latas de aluminio, utensilios de cocina, fregaderos de cocina, y laterales de vehículos.